
Unveiling the True Cost of Electrolyzers: A Deep Dive into Component Contributions
Understanding the breakdown of electrolyzer costs is crucial for accelerating green hydrogen production and achieving ambitious energy transition goals.
Key Insights into Electrolyzer Costs
- Electrolyzer Stack Dominance: The core component, the electrolyzer stack (including catalysts, membranes, and bipolar plates), consistently accounts for the largest portion of the total system cost, typically ranging from 40% to 60%.
- Balance of Plant (BOP) Significance: The Balance of Plant, encompassing all supporting infrastructure like power electronics, gas handling, and control systems, forms the second most substantial cost segment, generally contributing 20% to 40% of the overall expense.
- Future Cost Reductions: Significant cost reductions are projected for both the stack and BOP, driven by economies of scale, technological advancements (e.g., material substitution, increased current density), and automated, high-volume manufacturing.
The transition to a clean energy economy heavily relies on the scalable and cost-effective production of green hydrogen. Electrolyzers, the devices that split water into hydrogen and oxygen using electricity, are at the heart of this process. A comprehensive understanding of their cost structure is paramount for identifying key areas for innovation and investment to drive down hydrogen production expenses.
This detailed analysis synthesizes information from various authoritative sources, providing a clear breakdown of what constitutes the overall cost of an electrolyzer system. It highlights the major components, their typical cost contributions, and the factors influencing these figures, along with future projections for cost reductions.
The Core of Electrolysis: Unpacking the Stack Cost
The electrolyzer stack is undeniably the most critical and expensive component of any electrolyzer system. It is where the electrochemical reaction of water splitting occurs. Its high cost is attributed to the specialized materials and precision manufacturing required for optimal performance and durability.
Material and Manufacturing Complexities
The stack comprises several vital sub-components, each contributing to its overall expense:
- Membranes: These are specialized polymeric or ceramic materials that facilitate ion transport while separating the generated hydrogen and oxygen gases. Their advanced properties for durability and performance make them costly.
- Catalysts: Essential for accelerating the hydrogen evolution reaction (HER) and oxygen evolution reaction (OER), catalysts often involve precious metals like platinum and iridium, particularly in Proton Exchange Membrane (PEM) electrolyzers. The high cost of these materials is a significant driver of stack expense. Research is actively focused on reducing precious metal loading or finding cheaper, high-performance alternatives.
- Bipolar Plates: These plates distribute reactants, collect products, and conduct electricity between cells within the stack. Their intricate design and manufacturing processes, often involving coated metals or composites, add to the cost.
- Assembly: The assembly of individual cells into a stack requires precision and often involves manual or semi-automated processes, contributing to labor and manufacturing overhead costs.
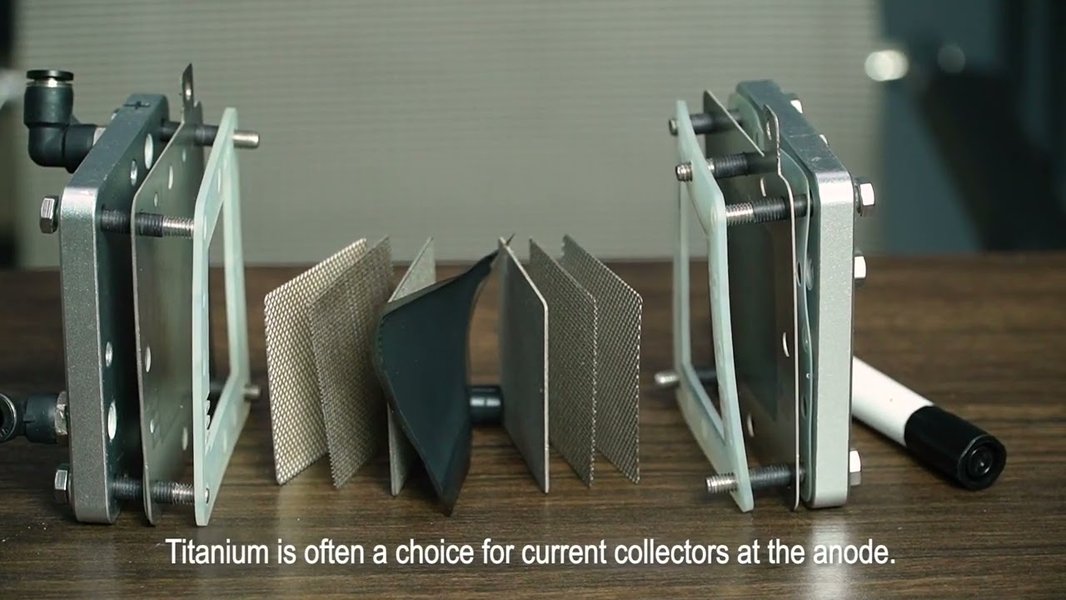
Anatomy of a PEM Electrolyzer: Highlighting the Stack's Intricate Layers
Cost Contribution by Electrolyzer Type
The percentage of total cost attributed to the stack can vary slightly depending on the electrolyzer technology:
- Alkaline Electrolyzers (AE): For AE systems, the stack typically accounts for around 40% to 60% of the total electrolyzer system cost. Current stack costs for AE range approximately from €242 to €388 per kW.
- Proton Exchange Membrane (PEM) Electrolyzers: PEM electrolyzers generally have higher stack costs due to their reliance on more expensive catalysts and membranes. The stack can represent 40% to 60% of the total system cost, with current estimates ranging from €384 to €1071 per kW.
- Solid Oxide Electrolyzers (SOE): While less detailed in the provided data, for SOE, stacks are noted to make up approximately 30% of the cost, indicating different material and operating cost structures.
The significant portion of total cost attributed to the stack underscores why much of the research and development in electrolyzer technology is focused on improving stack efficiency, durability, and reducing the need for expensive materials.
Beyond the Stack: The Balance of Plant (BOP)
While the stack is the heart of the electrolyzer, the Balance of Plant (BOP) provides the essential support systems required for the electrolyzer to operate effectively and safely. The BOP encompasses all the auxiliary equipment and infrastructure needed to integrate the stack into a complete, functioning system.
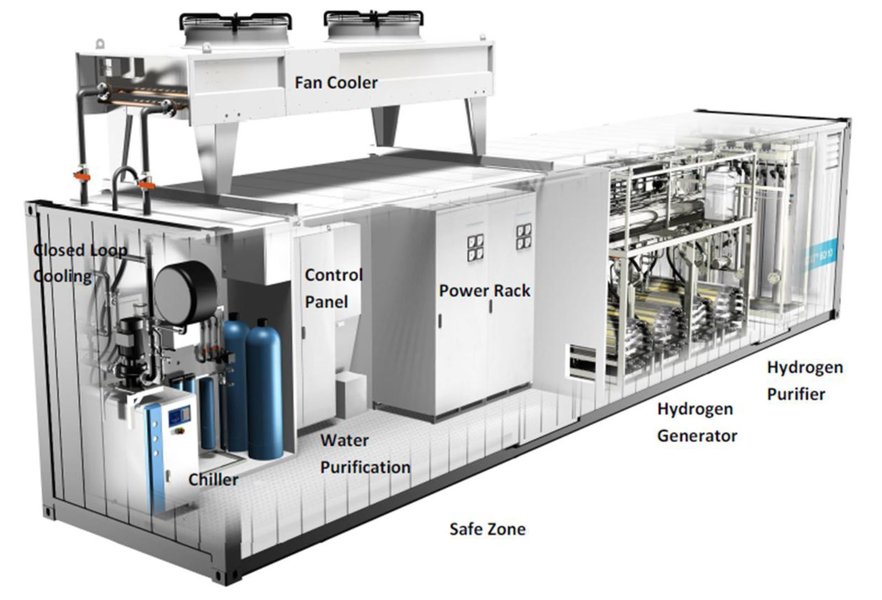
The Integral Role of Balance of Plant in Electrolyzer Systems
Key BOP Components and Their Functions
The Balance of Plant typically accounts for 20% to 40% of the total electrolyzer system cost and includes a diverse range of components:
- Power Electronics: This crucial sub-system includes rectifiers and transformers that convert incoming AC electricity to the DC power required by the electrolyzer stack. Power electronics can contribute significantly, often up to half of the total BOP cost.
- Gas and Liquid Handling Systems: These include pumps for water circulation, gas/liquid separation units to isolate hydrogen and oxygen, and water/lye feeding systems. Proper handling ensures efficient operation and product purity.
- Gas Purification and Compression Systems: Equipment for purifying the generated hydrogen and oxygen, along with compression systems, are often part of the BOP. While hydrogen compressors are sometimes considered outside the direct scope of the electrolyzer system itself, they are critical for practical applications.
- Control Systems and Instrumentation: Automated control systems, sensors, and instrumentation are necessary for monitoring performance, ensuring safety, and optimizing operational parameters.
- Cooling Systems: Electrolysis generates heat, and cooling systems are required to maintain optimal operating temperatures and prevent damage to components.
- Piping, Vents, and Storage Tanks: The necessary infrastructure for routing gases and liquids, venting excess pressure, and temporarily storing produced hydrogen and oxygen.
The cost of BOP varies depending on the system's scale, design complexity, and the level of automation. As electrolyzer systems grow in size, BOP costs per kW tend to decrease due to economies of scale and standardization.
Other Cost Contributors and Influencing Factors
Beyond the stack and BOP, several other elements contribute to the overall cost of an electrolyzer system. These include general materials, manufacturing labor, engineering, procurement, and site-specific installation.
Broader Cost Elements
- Raw Materials: This encompasses all materials used in manufacturing, not just those within the stack. For instance, the metals used in the overall system structure or piping contribute to this category.
- Manufacturing and Assembly Labor: The human effort involved in putting together the various components of the electrolyzer system, from the stack to the BOP, adds to the cost. The degree of automation in manufacturing processes plays a crucial role in determining this cost.
- Engineering, Procurement, and Installation (EPI): These are overhead costs associated with the design, sourcing of components, and physical installation of the electrolyzer system at a given site. These costs can vary significantly based on project complexity and location.
- Safety and Diagnostic Systems: Essential for safe operation, these systems, including leak detectors, emergency shutdown mechanisms, and performance diagnostics, contribute to the total capital expenditure.
Collectively, these "other" components typically make up the remaining 10% to 30% of the total electrolyzer cost.
Factors Driving Cost Variation and Reduction
Several dynamic factors influence the cost portions and overall price of electrolyzers:
- Economies of Scale: Increased production volumes (e.g., gigawatt-scale manufacturing) are expected to significantly reduce costs through mass manufacturing techniques, automated assembly, and optimized supply chains.
- Technological Advancements: Ongoing research and development are focused on innovating materials (e.g., reducing reliance on precious metals), improving component designs, and enhancing the efficiency and durability of electrolyzers.
- Supply Chain Optimization: Establishing robust and efficient supply chains, particularly with global competition, can lead to substantial cost reductions.
- Current Density: Increasing the current density at which electrolyzers operate can lead to higher hydrogen output per unit of electrolyzer size, thereby reducing the specific cost per kW.
Historically, the uninstalled capital cost of PEM electrolyzer systems has seen significant reductions, dropping by over 90% since 2001. Future projections anticipate further steep declines, with targets aiming to bring electrolyzer capital costs below $1,000/kW in the near future and potentially as low as $500–700/kW by 2030. These reductions are critical for achieving the ambitious goal of producing green hydrogen at competitive prices, potentially under $1/kgH2 before 2040 under favorable renewable electricity costs.
Visualizing Electrolyzer Cost Contributions
To better illustrate the relative cost contributions of different electrolyzer components and the projected impact of future advancements, the following radar chart provides a conceptual overview. This chart is based on aggregated insights and general trends from the provided data, rather than precise quantitative figures, to demonstrate the weighting of various factors on the total cost.
This chart illustrates that while the stack and BOP are the dominant cost components, their relative contributions are expected to shift over time, with a significant increase in the "Future Cost Reduction Potential" reflecting technological advancements and economies of scale. The projected future scenario shows a relative decrease in the cost contribution of individual components, indicating a more optimized and efficient production process.
Navigating the Electrolyzer Cost Landscape: A Mindmap
The following mindmap further visualizes the intricate relationship between various cost components and the factors influencing them. It provides a structured overview of the elements that together define the overall cost of electrolyzers.
This mindmap clearly articulates the hierarchy of cost contributors, from the foundational stack and BOP to the broader influencing factors and future reduction drivers. It serves as a comprehensive visual guide to the economic landscape of electrolyzer technology.
A Look at Electrolyzer Cost Breakdown
The table below provides a summarized overview of the typical cost contributions of major electrolyzer components, consolidating insights from the provided sources. These percentages are approximate and can vary based on technology type (Alkaline vs. PEM), system scale, and market conditions.
| Component | Typical % of Total System Cost | Key Drivers/Notes |
|---|---|---|
| Electrolyzer Stack | 40% – 60% | Membranes, catalysts (precious metals for PEM), bipolar plates, specialized manufacturing. |
| Balance of Plant (BOP) | 20% – 40% | Power electronics (rectifiers, transformers), gas/liquid handling, control systems, purification. |
| Catalysts (Specific to Stack) | Embedded in Stack Cost | Significant fraction of stack cost; especially precious metals for PEM. |
| Manufacturing & Assembly Labor | Variable (part of Stack/BOP/Other) | Degree of automation is a key factor; higher for manual processes. |
| Other Components (Materials, Installation, etc.) | 10% – 30% | Raw materials, engineering, procurement, site-specific installation, safety systems. |
This table highlights that while the stack is the single largest cost center, the balance of plant and other associated costs constitute a significant portion of the total investment required for an operational electrolyzer system.
Exploring Electrolyzer Systems and Costs
To further contextualize the discussion on electrolyzer costs, the following video offers a visual and auditory explanation of how green hydrogen electrolyzers work, their components, and the factors influencing their costs. This can provide valuable additional insight into the technical aspects that drive the economic considerations.
Green Hydrogen Electrolyzers: A Comprehensive Overview of Technology and Costs
This video titled "Green Hydrogen Electrolyzers Comparing Costs and..." delves into the cutting-edge technology of green hydrogen electrolyzers, exploring how they are revolutionizing clean energy. It offers a visual demonstration of how an electrolyzer works and identifies its key components. By examining this video, viewers can gain a deeper understanding of the physical structures and operational principles that directly impact the manufacturing and material costs discussed throughout this analysis. The focus on components and their functionality helps to clarify why certain parts contribute more significantly to the overall cost, linking the theoretical breakdown to practical application.
Frequently Asked Questions (FAQ)
Conclusion
The overall cost of an electrolyzer system is a complex interplay of various components, dominated by the electrolyzer stack and the Balance of Plant (BOP). The stack, containing the crucial membranes, catalysts, and bipolar plates, represents the largest single cost driver, often accounting for nearly half or more of the total system expense. The BOP, encompassing all necessary supporting infrastructure and power electronics, forms the second substantial cost segment. While these components currently drive the high capital expenditure for electrolyzers, significant strides are being made in technological advancements, material innovation, and manufacturing scaling. These efforts are poised to dramatically reduce future costs, making green hydrogen production increasingly competitive and indispensable for global decarbonization goals. Understanding this detailed cost breakdown is vital for guiding future investment and research efforts towards the most impactful areas of cost reduction, ultimately accelerating the widespread adoption of clean hydrogen.
Recommended Further Exploration
- What is the impact of electrolyzer cost on the final price of green hydrogen?
- What are the latest advancements in electrolyzer catalyst materials and their cost implications?
- How do the costs of Alkaline, PEM, and Solid Oxide electrolyzers compare, and what drives these differences?
- What role does large-scale manufacturing play in reducing electrolyzer production costs?