
Unlock Precision Mold Costing: Your Excel-Based Estimation Guide
Crafting an analytical framework for accurate plastic injection mold tooling cost analysis in spreadsheets.
Estimating the cost of a plastic injection mold is a crucial step in budgeting and planning for manufacturing projects. While intricate software exists, developing a robust analytical process using a familiar tool like Excel is highly effective. This guide addresses whether existing spreadsheets are available and provides a detailed methodology focused solely on calculating the tooling or mold cost, excluding part production costs.
Based on available information, yes, Excel spreadsheets and calculators specifically designed for estimating injection molding costs, including mold tooling, do exist. Resources from sites like Engineers Edge, CNC CookBook, and various template repositories offer downloadable tools. These often cover aspects like material costs, machining time, and mold complexity, providing a solid starting point or reference.
However, to build your own tailored analytical process or enhance existing templates, the following detailed methodology breaks down the essential components for estimating injection mold tooling costs within Excel.
Essential Insights: Key Mold Cost Drivers
- Mold Base Size & Material: The foundation's dimensions and the type of steel used significantly impact material costs and initial machining requirements.
- Machining Complexity & Hours: Intricate part geometries, tight tolerances, surface finishes, and the number of cavities drastically increase the required machining time (CNC, EDM, grinding, polishing).
- Bill of Materials (BOM) Scope: The cost escalates with the inclusion of standard components (ejector pins, guides) and specialized items like hot runner systems, sliders, or lifters.
Methodology: Building Your Excel Cost Estimator
Creating a reliable mold cost estimator in Excel involves systematically breaking down the cost components. Structure your spreadsheet with dedicated sections or sheets for inputs, calculations, material databases, and a final summary.
Step 1: Defining the Mold Base Size
The mold base acts as the housing for the core, cavity, and other mold components. Its size is a primary cost driver, dictating material volume and machining scale.
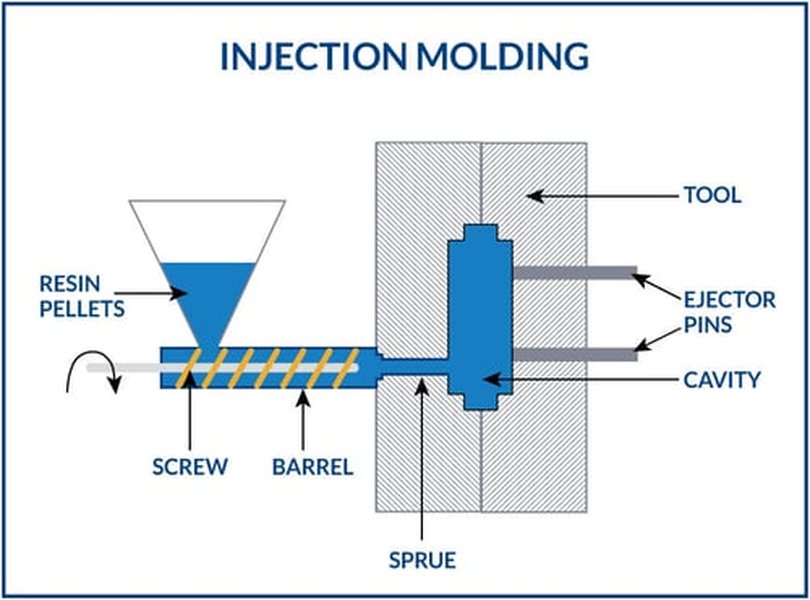
Basic components of an injection mold within the molding machine.
Inputs Needed:
- Part Dimensions (Maximum Length, Width, Height in mm)
- Number of Cavities
- Presence and Number of Sliders/Lifters (for undercuts)
- Required Tooling Features (e.g., space for runners, cooling, ejection)
- Target Injection Molding Machine Platen Size (if known)
Calculation Approach:
While precise mold base sizing often relies on CAD software and standard catalogs (like DME or HASCO), you can estimate preliminary dimensions in Excel:
- Estimate Core/Cavity Block Size: Add sufficient steel around the part dimensions for wall thickness, cooling channels, and structural integrity. A common rule of thumb is to add 25-50% to the part's projected area dimensions.
- Account for Cavities: For multi-cavity molds, arrange the cavities logically and calculate the overall footprint. A rough estimate might scale the base size by the square root of the cavity count.
- Add Allowances: Include extra space for the runner system (if cold runner), ejector system, guide pins/bushings, clamping slots, and safety margins (often 50-100mm per side).
- Formulas (Example):
You can implement simplified formulas in Excel cells:
\( \text{Est. Mold Base Length (mm)} = (\text{Part Length} \times \text{Cavity Factor}_L) + \text{Runner Allowance}_L + (2 \times \text{Safety Margin}) \)
\( \text{Est. Mold Base Width (mm)} = (\text{Part Width} \times \text{Cavity Factor}_W) + \text{Runner Allowance}_W + (2 \times \text{Safety Margin}) \)
\( \text{Est. Mold Base Height (mm)} = (\text{Part Height} \times 2) + \text{Plate Thicknesses} + \text{Ejection Stroke} \)
(Note: Cavity Factors and Allowances depend on layout and complexity. These are simplified representations.)
Excel Implementation:
Create input cells for part dimensions and cavity count. Use formulas referencing these inputs to calculate estimated mold base L, W, H. This provides the basis for material weight calculation.
Step 2: Estimating Machining Hours
Machining constitutes a significant portion of the mold cost. This includes CNC milling, Electrical Discharge Machining (EDM), grinding, drilling, and polishing.
Key Factors Influencing Machining Time:
- Mold Size: Larger molds naturally require more machining time.
- Material Hardness: Harder tool steels (like H13) take longer to machine than softer steels (like P20).
- Geometric Complexity: Intricate shapes, deep ribs, complex curves, and features requiring sliders or lifters increase machining time, often necessitating multi-axis CNC or EDM.
- Tolerance Requirements: Tighter tolerances demand more precise (and slower) machining operations and more setup/inspection time.
- Surface Finish: High-polish finishes (SPI-A1/A2) require extensive grinding and polishing hours compared to standard finishes.
- Number of Cavities: While duplicating cavities can be efficient, multi-cavity molds still require more overall machining.
Calculation Approach:
Estimating machining hours accurately often relies on experience or CAM software. However, you can develop a factor-based estimation in Excel:
- Component Breakdown: List major mold components (Cavity blocks, Core blocks, Inserts, Slides, Lifters, Mold Base Plates).
- Complexity Assessment: Assign a complexity factor (e.g., 1.0 for simple, 1.5 for moderate, 2.0-3.0+ for complex features like undercuts, threads, high polish) to key components, especially the cavity and core.
- Volume/Area Estimation: Estimate the volume of material to be removed or the surface area requiring specific operations (e.g., EDM burn area, polished surface area).
- Rate-Based Calculation: Use standard or empirically derived machining rates (e.g., hours per cubic cm removed, hours per square cm polished).
Example Formula Snippet:
\( \text{CNC Hours} = \frac{(\text{Volume Removed (cm³)} \times \text{Complexity Factor})}{\text{Material Removal Rate (cm³/hr)}} + \text{Setup Time} \)
\( \text{EDM Hours} = \frac{(\text{Burn Area (cm²)} \times \text{Depth (mm)})}{\text{Burn Rate (mm/hr)}} \)
\( \text{Polishing Hours} = \text{Surface Area (cm²)} \times \text{Finish Factor (hr/cm²)} \)
- Total Hours: Sum the estimated hours for all components and operations.
Excel Implementation:
Create a table listing mold components. Include columns for estimated volume/area, complexity factor, required operations (CNC, EDM, Grind, Polish), estimated hours per operation, and total hours per component. Use hourly rates (which can be stored in a separate configuration sheet) to calculate the machining cost: \( \text{Machining Cost} = \text{Total Machining Hours} \times \text{Blended Hourly Rate} \).
Step 3: Compiling a Standard Bill of Materials (BOM)
The BOM lists all the purchased materials and standard components required to build the mold.
Typical BOM Components:
- Mold Base Steel: Raw material for the main plates (e.g., P20, 1.2311, 1.2738). Cost depends on grade, weight (calculated from size in Step 1), and market price per kg.
- Cavity/Core Steel: Higher grade steel for inserts (e.g., H13, S136, 1.2344, Stavax) requiring specific properties like hardness or corrosion resistance.
- Standard Mold Base Components: Pre-fabricated items like guide pins, bushings, leader pins, return pins, sprue bushing, locating ring (often purchased as part of a standard mold base assembly).
- Ejection System: Ejector pins, ejector sleeves, blades, return springs, ejector plates.
- Cooling System: Fittings, plugs, O-rings, baffles, bubblers.
- Sliders/Lifters: Mechanisms for undercuts, including angle pins, wear plates, locking heels.
- Hot Runner System (if applicable): Manifold, nozzles, heaters, thermocouples (often a significant cost item sourced from specialized suppliers).
- Fasteners: Screws, bolts, dowel pins.
- Miscellaneous: Support pillars, latches, safety straps.
Excel Implementation:
Create a detailed table in Excel for the BOM. Include columns for:
- Item Description
- Material/Grade (if applicable)
- Supplier/Standard (e.g., DME, HASCO)
- Quantity
- Unit Cost (Maintain a separate sheet or database for material prices/kg and standard component costs)
- Total Cost (Quantity × Unit Cost)
Sum the 'Total Cost' column to get the Total Material & Component Cost.
Step 4: Incorporating Other Tooling Costs
Beyond direct materials and machining, other costs are involved in mold building:
- Mold Design & Engineering: Hours spent on 3D modeling, drafting, mold flow analysis (if performed), and creating detailed manufacturing drawings. Can be estimated based on hours or as a percentage of machining/material cost.
- Assembly & Fitting: Labor hours required to assemble all components, ensure proper fit, movement of slides/lifters, and final adjustments.
- Heat Treatment: Costs for hardening/tempering cavity/core steels to achieve required hardness (often outsourced).
- Surface Treatment: Costs for texturing, specialized coatings (e.g., Nitriding, TiN), or high polishing.
- Testing & Sampling (T1, T2...): Cost of mounting the mold, running initial test shots, debugging, and making adjustments. Includes machine time, material, and labor.
- Overhead: Allocation of the mold maker's general operating costs (facility, utilities, indirect labor, administration). Often calculated as a percentage of direct labor and material costs.
- Profit Margin: The mold maker's desired profit on the project.
- Contingency: A buffer (e.g., 10-20%) for unforeseen issues or complexities.
Excel Implementation:
Add separate line items or a section in your Excel summary sheet for these costs. Some may be estimated based on hours × labor rates (Design, Assembly), while others might be percentages of other costs (Overhead, Profit, Contingency) or fixed estimates based on historical data (Heat Treatment, Testing).
Visualizing Cost Contributions
Understanding how different factors contribute to the total cost is crucial. A radar chart can effectively compare the relative cost breakdown for molds of varying complexity.
The chart below illustrates hypothetical cost distributions for Simple, Medium, and Complex injection molds. Notice how machining and design costs tend to escalate significantly with complexity, while material costs might increase less dramatically unless exotic materials or very large sizes are involved.
Structuring the Estimation Process
A mind map can help visualize the structure of your Excel cost estimation process, showing how different components feed into the final calculation.
(L, W, H, Complexity)"] id1b["Number of Cavities"] id1c["Material Specifications
(Part & Mold Steel)"] id1d["Required Features
(Sliders, Lifters, Hot Runner)"] id1e["Surface Finish & Tolerances"] id2["Cost Components"] id2a["Mold Base Cost"] id2a1["Size Calculation (Step 1)"] id2a2["Material Weight"] id2a3["Steel Grade Price"] id2a4["Standard Base Parts"] id2b["Machining Cost"] id2b1["Hours Estimation (Step 2)"] id2b2["CNC Milling"] id2b3["EDM"] id2b4["Grinding / Polishing"] id2b5["Hourly Rates"] id2b6["Complexity Factor"] id2c["Bill of Materials (BOM) Cost (Step 3)"] id2c1["Cavity/Core Steel"] id2c2["Ejection System Parts"] id2c3["Cooling System Parts"] id2c4["Slider/Lifter Components"] id2c5["Hot Runner System"] id2c6["Fasteners & Misc."] id2d["Other Costs (Step 4)"] id2d1["Design & Engineering"] id2d2["Assembly & Fitting Labor"] id2d3["Heat & Surface Treatment"] id2d4["Testing & Trials"] id2d5["Overhead"] id3["Calculation Framework"] id3a["Sum Material Costs (BOM + Base)"] id3b["Sum Machining Costs"] id3c["Sum Other Costs"] id3d["Add Contingency & Profit"] id4["Output"] id4a["Total Estimated Mold Tooling Cost"] id4b["Cost Breakdown Analysis"]
Example BOM Structure
Below is an example structure for the Bill of Materials section in your Excel sheet. Populate this with specific components based on your mold design, obtain current market prices for materials (per kg) and standard components.
| Category | Item Description | Material/Grade | Quantity | Unit Cost (€/$/...) | Total Cost (€/$/...) |
|---|---|---|---|---|---|
| Mold Base | Mold Base Steel Block (Est. Weight) | P20 / 1.2311 | XX kg | X.XX / kg | = Qty * Unit Cost |
| Mold Base | Guide Pins | Standard (e.g., HASCO Z01) | 4 pcs | XX.XX / pc | = Qty * Unit Cost |
| Cavity/Core | Cavity Insert Steel Block (Est. Weight) | H13 / 1.2344 | XX kg | Y.YY / kg | = Qty * Unit Cost |
| Cavity/Core | Core Insert Steel Block (Est. Weight) | H13 / 1.2344 | XX kg | Y.YY / kg | = Qty * Unit Cost |
| Ejection | Ejector Pins (Assorted Sizes) | Standard Nitrided | XX pcs | Z.ZZ / pc | = Qty * Unit Cost |
| Cooling | Cooling Nipples | Brass / Steel | XX pcs | X.XX / pc | = Qty * Unit Cost |
| Sliders | Slider Body Steel (Est. Weight) | P20 / H13 | XX kg | X.XX / kg | = Qty * Unit Cost |
| Sliders | Wear Plates | Ampco / Bronze | XX pcs | XX.XX / pc | = Qty * Unit Cost |
| Fasteners | Socket Head Cap Screws (Assorted) | Steel 12.9 | XX pcs | X.XX / pc | = Qty * Unit Cost |
| Subtotal | Material & Components | = SUM(Totals) |
Further Learning: Mold Cost Factors
Understanding the nuances of mold cost estimation is key. The video below discusses factors influencing mold cost and provides insights into the estimation process, complementing the analytical framework outlined here.
This video explores various elements contributing to the final cost of an injection mold, highlighting areas where careful design and planning can lead to savings without compromising quality. It reinforces the importance of considering material selection, complexity, and manufacturing processes detailed in the methodology above.
Frequently Asked Questions (FAQ)
+ How accurate is an Excel-based mold cost estimation?
+ What factors have the biggest impact on mold complexity and cost?
+ How does this methodology adapt for multi-cavity molds?
+ Where can I source the cost data (material prices, labor rates)?
Recommended Next Steps
- Explore advanced techniques for injection mold cost estimation beyond basic spreadsheets.
- Investigate key design for manufacturability (DFM) factors that can significantly reduce plastic injection mold tooling costs.
- Understand the cost and performance trade-offs when comparing different mold steel types like P20, H13, and S136.
- Discover specialized software tools available for more automated injection mold cost analysis and quoting.
References
Last updated April 28, 2025