
Unlocking the Future: How 3D-Printed Metal is Reshaping Manufacturing
Explore the processes, materials, and revolutionary potential of metal additive manufacturing.
Highlights
- Unprecedented Design Freedom: Metal 3D printing enables the creation of complex, lightweight geometries impossible with traditional methods.
- High-Performance Materials: Leverage alloys like titanium, stainless steel, aluminum, and superalloys for strong, durable, and functional parts.
- Accelerated Innovation: Rapid prototyping and on-demand production shorten development cycles and reduce time-to-market across industries.
What is 3D-Printed Metal?
Defining Metal Additive Manufacturing
3D-printed metal, formally known as metal additive manufacturing (AM), represents a transformative approach to creating metal objects. Instead of removing material from a solid block (like CNC machining) or pouring molten metal into molds (casting), metal AM builds parts layer by layer directly from digital 3D models. This process uses various techniques to fuse metal particles, typically in powder or wire form, resulting in solid, functional metal components.
This technology bridges the gap between the design flexibility inherent in 3D printing and the robust mechanical properties of engineering metals. It allows for the fabrication of intricate designs, internal channels, lattice structures, and consolidated assemblies that would be incredibly difficult, costly, or even impossible to produce using conventional manufacturing techniques. From rapid prototypes to end-use production parts, metal AM is pushing boundaries in aerospace, automotive, medical, tooling, and consumer product industries.
Core Processes: Building Metal Layer by Layer
Understanding the Technologies
Several distinct technologies fall under the umbrella of metal 3D printing, each with its own mechanism, advantages, and ideal applications.
Powder Bed Fusion (PBF)
PBF is currently the most prevalent category of metal AM. It involves spreading a thin layer of fine metal powder across a build platform, after which a high-energy source selectively fuses particles in specific areas according to the part's cross-section.
- Selective Laser Melting (SLM): Uses a high-power laser to fully melt the metal powder particles, creating a dense, homogenous layer. This process is repeated layer by layer to build the final part. SLM is known for producing parts with excellent mechanical properties and fine details.
- Direct Metal Laser Sintering (DMLS): Similar to SLM, but the laser sinters the powder, heating it to the point where particles fuse together without fully melting. While technically distinct, the terms SLM and DMLS are often used interchangeably in industry. Both typically require support structures during printing to anchor the part and manage thermal stress, preventing warping. These supports are later removed during post-processing.
- Electron Beam Melting (EBM): Uses an electron beam instead of a laser as the energy source. EBM operates in a vacuum and at higher temperatures, which can reduce residual stresses but may result in a rougher surface finish compared to laser-based systems.
PBF processes are widely used for creating complex, high-resolution parts from materials like titanium, aluminum, stainless steel, and nickel alloys.
Binder Jetting
This process selectively deposits a liquid binding agent onto a bed of metal powder, layer by layer, sticking the powder particles together in the desired shape. The resulting "green" part is fragile and porous. It requires a post-processing step, typically involving furnace sintering, to burn away the binder and fuse the metal particles into a dense object. Infiltration with another metal (like bronze) can also be used to fill pores and enhance properties. Binder jetting is often faster and potentially more cost-effective for batch production than PBF but may yield parts with different mechanical properties depending on the sintering and infiltration process.
Directed Energy Deposition (DED)
DED techniques simultaneously feed metal material (either powder or wire) through a nozzle and melt it using a focused energy source (laser, electron beam, or plasma arc) at the point of deposition. The nozzle is typically mounted on a multi-axis arm, allowing material to be deposited from various angles onto a substrate or existing part. DED is well-suited for adding features to existing components, repairing damaged parts, or building large structures relatively quickly, though often with less geometric complexity or finer resolution than PBF.
Bound Powder Extrusion (Material Extrusion)
Sometimes referred to as Metal Fused Filament Fabrication (Metal FFF) or Bound Metal Deposition (BMD), this process uses metal powder bound within a polymer matrix to form a filament or rod. This material is extruded through a nozzle layer by layer, similar to standard plastic FFF printing. After printing, the "green" part undergoes a debinding process (using solvents or thermal methods) to remove the polymer binder, followed by sintering in a furnace to densify the metal powder into a solid part. This approach makes metal printing more accessible, often safer, and more affordable for office or workshop environments compared to powder bed systems, though it involves multiple post-processing steps.
Material Palette: The Metals of Additive Manufacturing
Choosing the Right Alloy
A significant advantage of metal 3D printing is the growing range of materials available, allowing engineers to select alloys based on specific performance requirements like strength, weight, temperature resistance, corrosion resistance, or biocompatibility.
- Stainless Steels (e.g., 316L, 17-4 PH): Widely used due to their good mechanical properties, excellent corrosion resistance, and relative ease of printing. 316L is common for general applications and medical devices, while 17-4 PH is a precipitation-hardening steel offering higher strength and hardness after heat treatment.
- Aluminum Alloys (e.g., AlSi10Mg): Valued for their low density, good strength-to-weight ratio, and thermal conductivity. Ideal for lightweight applications in aerospace and automotive industries.
- Titanium Alloys (e.g., Ti6Al4V): Offer exceptional strength-to-weight ratio, excellent corrosion resistance, and biocompatibility, making them prime candidates for aerospace components and medical implants (like orthopedic implants).
- Nickel Superalloys (e.g., Inconel 625, 718): Known for maintaining strength and resisting corrosion at extreme temperatures. Used extensively in demanding environments like jet engines, gas turbines, and chemical processing equipment.
- Tool Steels (e.g., H13, A2, D2): High-strength, high-hardness steels used for creating tooling, molds, inserts, and wear-resistant components. AM allows for complex internal cooling channels in molds, improving performance.
- Cobalt Chrome (CoCr): Offers high strength, wear resistance, corrosion resistance, and biocompatibility, often used for dental and medical implants.
- Copper and Copper Alloys: Prized for their high electrical and thermal conductivity. Pure copper printing is challenging but advancing, opening possibilities for heat exchangers, electrical components, and induction coils with optimized geometries.
The availability of specific materials can depend on the chosen printing process. Material properties of 3D-printed parts, such as isotropy (uniform strength in all directions), are often comparable or sometimes even superior to traditionally manufactured counterparts, especially after appropriate post-processing like heat treatment.
Process Comparison: Metal AM Technologies
Strengths and Weaknesses at a Glance
Choosing the right metal additive manufacturing process depends heavily on the application's requirements, including part complexity, required precision, material choice, production volume, and budget. The radar chart below offers a comparative overview of common metal AM technologies based on key performance characteristics. Note that these are general comparisons, and specific machine capabilities can vary.
This chart visually summarizes the trade-offs: PBF excels in detail and strength but can be costly and requires significant post-processing. Binder Jetting offers speed and potential scalability but demands extensive post-processing. DED is suitable for large parts or repairs but offers lower resolution. Bound Powder Extrusion provides accessibility and lower initial cost but involves multiple steps and may have size limitations.
The Workflow: From Digital Design to Metal Part
Step-by-Step Process
Regardless of the specific technology, the metal AM process generally follows these steps:
- Design: Create a 3D model using Computer-Aided Design (CAD) software. Design for Additive Manufacturing (DfAM) principles are often applied here to optimize the part for the specific printing process (e.g., minimizing supports, adding internal lattices).
- File Preparation: Export the CAD model to a format readable by the 3D printer software (commonly STL or 3MF). This file is then "sliced" into thin horizontal layers, and printer instructions (toolpaths, laser parameters, etc.) are generated. Support structures may be automatically or manually added at this stage.
- Machine Setup: Prepare the 3D printer by loading the chosen metal powder or material, setting up the build platform, and configuring print parameters (layer height, laser power, temperature, atmosphere control).
- Printing/Building: The machine executes the instructions, building the part layer by layer by fusing or binding the metal material according to the sliced design. This process can take hours or even days, depending on part size and complexity.
- Part Removal & Cleaning: Once printing is complete, the part is removed from the build chamber. Excess powder is carefully removed (often for recycling).
- Post-Processing: This is a crucial stage. It typically involves:
- Support Removal: Physically cutting or breaking away the support structures (common in PBF).
- Stress Relief/Heat Treatment: Heating the part in a furnace to relieve internal stresses built up during printing and to achieve desired material properties (hardness, strength, ductility).
- Debinding & Sintering: Required for Binder Jetting and Bound Powder Extrusion to remove binders and densify the part.
- Surface Finishing: Processes like machining, grinding, polishing, or bead blasting may be used to achieve required tolerances and surface smoothness.
- Inspection & Quality Control: Parts undergo inspection using various methods (dimensional analysis, NDT like CT scanning) to ensure they meet specifications and are free from defects.
Visualizing Metal Additive Manufacturing
Connecting the Concepts
The mind map below illustrates the interconnected elements of metal 3D printing, from the foundational technologies and materials to the ultimate benefits and applications driving its adoption.
This overview highlights the key facets of metal AM, showing how different processes utilize various materials to deliver benefits across numerous industrial applications, while also acknowledging the inherent challenges.
Metal AM vs. Traditional Manufacturing
A Comparative Look
Metal additive manufacturing offers distinct advantages and disadvantages compared to traditional subtractive (like CNC machining) and formative (like casting or forging) methods. Understanding these differences helps determine the most suitable process for a given application.
| Feature | Metal Additive Manufacturing (AM) | CNC Machining (Subtractive) | Casting/Forging (Formative) |
|---|---|---|---|
| Design Complexity | Very High (Internal channels, lattices, organic shapes easily produced) | Moderate to High (Limited by tool access and workpiece holding) | Low to Moderate (Limited by mold/die design and material flow) |
| Speed (Prototyping) | Fast (Directly from CAD, no tooling) | Moderate (Requires programming and setup) | Slow (Requires mold/die creation) |
| Speed (Mass Production) | Slower per part (improving with technologies like Binder Jetting) | Fast per part (once set up) | Very Fast per part (ideal for high volume) |
| Material Waste | Low (Additive process uses only needed material, powder often recyclable) | High (Starts with block, removes material) | Moderate (Sprues, runners, flash; forging has less waste) |
| Tooling Cost | None / Very Low | Low to Moderate (Cutting tools, fixtures) | Very High (Molds, dies) |
| Part Strength | Good to Excellent (Often isotropic, can match or exceed wrought/cast properties after post-processing) | Excellent (Typically uses wrought materials) | Good (Casting) to Excellent (Forging) (Properties can be anisotropic) |
| Minimum Batch Size | One (Ideal for customization) | One (Economical for low-medium volume) | High (Economical only at high volumes due to tooling cost) |
| Part Consolidation | Excellent (Multiple parts can be redesigned and printed as one) | Limited (Requires assembly of machined components) | Limited (Requires assembly of cast/forged components) |
In essence, metal AM excels where complexity, customization, low-volume production, or rapid prototyping are paramount. Traditional methods remain dominant for high-volume production of simpler parts where tooling costs can be amortized and established material properties are sufficient.
Metal 3D Printing in Action
Visualizing the Technology and its Outputs
The images below showcase various aspects of metal additive manufacturing, from the machinery involved to the intricate components produced. These visuals highlight the capability to create complex geometries and functional parts across different scales and industries.
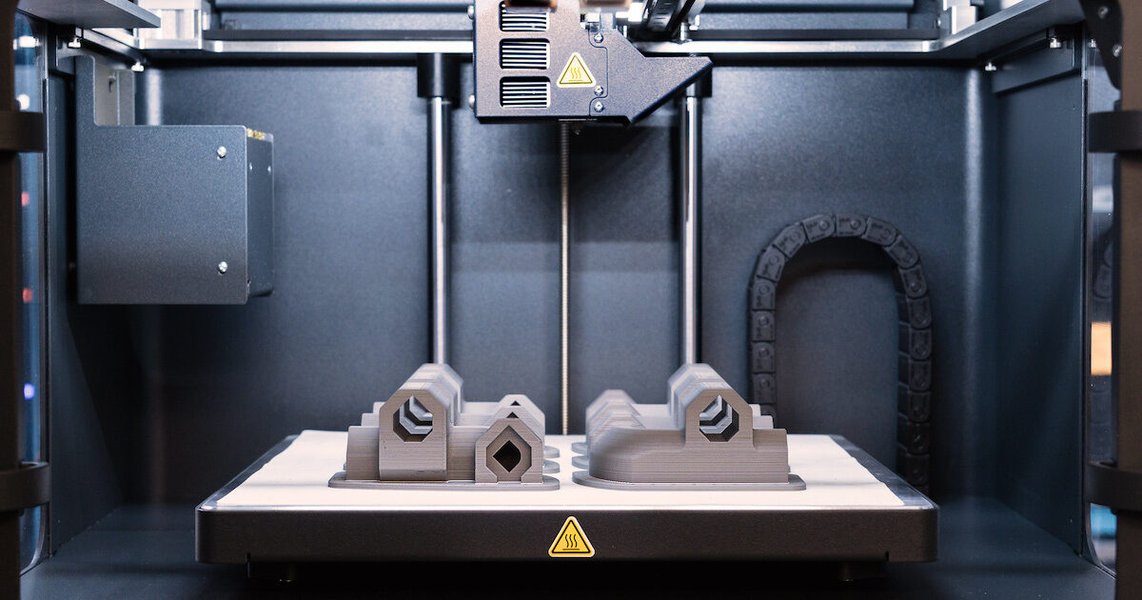



These examples illustrate the shift from traditional manufacturing constraints towards designs optimized for function, weight, and performance, enabled by the layer-by-layer build process of metal AM.
Watch: Introduction to Metal Additive Manufacturing
Understanding the Basics
To get a better visual understanding of the fundamental concepts behind metal additive manufacturing, the following video provides a concise overview. It covers the basics of what metal AM entails and introduces some of the common process types, helping to contextualize the technologies discussed above.
This video serves as a great starting point for visualizing how digital designs are transformed into physical metal objects using additive techniques, emphasizing the layer-based approach common across different metal AM processes.
Benefits and Applications: Why Use Metal 3D Printing?
Advantages Driving Adoption
Metal additive manufacturing offers compelling advantages that are driving its adoption across numerous sectors:
- Unmatched Design Freedom: Create highly complex geometries, internal lattices for lightweighting, conformal cooling channels, and organic shapes that are impossible or prohibitively expensive with traditional methods.
- Part Consolidation: Redesign assemblies with multiple components into a single, integrated printed part, reducing assembly time, potential points of failure, and overall weight.
- Rapid Prototyping & Iteration: Quickly produce functional metal prototypes to test form, fit, and function, accelerating design cycles and reducing time-to-market.
- Customization & Low-Volume Production: Economically produce one-off custom parts (like patient-specific medical implants) or small batches without the high tooling costs associated with casting or forging.
- Material Efficiency: Additive processes generally produce less material waste compared to subtractive methods like CNC machining. Unused powder in PBF systems can often be recycled.
- On-Demand & Distributed Manufacturing: Enable production of spare parts or components closer to the point of need, potentially shortening supply chains and reducing inventory requirements.
- High-Performance Materials: Utilize advanced metal alloys optimized for specific demanding applications. Recent advancements, like specialized heat treatments, further enhance the properties of 3D-printed metals for extreme environments.
Industry Applications
These benefits translate into diverse applications:
- Aerospace: Lightweight brackets, fuel nozzles, turbine components, satellite parts.
- Medical & Dental: Custom orthopedic implants (hips, knees), spinal cages, dental crowns and bridges, surgical instruments.
- Automotive: Prototypes, custom tooling, jigs and fixtures, performance components for motorsports.
- Industrial & Energy: Turbine blades, heat exchangers, complex tooling for injection molding, replacement parts.
- Consumer Goods: Customized jewelry, high-end sporting equipment components.
Frequently Asked Questions (FAQ)
Addressing Common Queries
References
Further Reading
- What is metal 3D printing and how does it work? - Hubs
- Metal 3D Printing Service | Custom Metal Parts Online - Xometry
- Metal 3D Printing Materials: The Widest Range Available - Markforged
- With new heat treatment, 3D-printed metals can withstand extreme environments - MIT News
- Metal 3D Printing - Materialise
- Metal 3D Printing Guide: What It Is & How It Works - Nexa3D
- Direct Metal Laser Sintering (DMLS) - Protolabs
Recommended
Explore Related Topics
Last updated April 11, 2025