
Unlocking PVDF's Potential: A Deep Dive into Solvents and DIW Parameters for Optimal β-Phase Formation
Maximizing the electroactive β-phase in Polyvinylidene Fluoride (PVDF) through strategic solvent selection and precise Direct Ink Writing (DIW) process control.
Polyvinylidene Fluoride (PVDF) is a remarkable fluoropolymer celebrated for its exceptional chemical stability, mechanical robustness, and unique piezoelectric, pyroelectric, and ferroelectric properties. These electroactive characteristics are most pronounced in its β-phase, which boasts the highest dipolar moment per unit cell. Consequently, achieving a high concentration of β-phase PVDF is paramount for its successful application in advanced technologies such as sensors, actuators, energy harvesting systems, and flexible electronics. The formation of this crucial phase is intricately linked to the choice of solvents and the specific parameters employed during processing methods like Direct Ink Writing (DIW).
Essential Insights: Key Takeaways
- Solvent Polarity is Paramount: Solvents with high dipole moments, such as Dimethylformamide (DMF), Dimethylacetamide (DMAc), and Dimethyl Sulfoxide (DMSO), are instrumental in promoting the all-trans (TTTT) conformation of PVDF chains, which is characteristic of the electroactive β-phase. These strong polymer-solvent electrostatic interactions are fundamental to achieving desired crystalline structures.
- DIW Shear Forces Induce β-Phase: During Direct Ink Writing, the mechanical stretching and shear forces experienced by the PVDF solution as it passes through the nozzle play a critical role. Parameters like printing speed and nozzle diameter must be carefully controlled to effectively align PVDF chains, thereby enhancing β-phase content.
- Synergistic Optimization for Peak Performance: The highest β-phase fractions are typically achieved through a synergistic approach. This involves the careful selection of an appropriate solvent, meticulous tuning of DIW processing parameters, and often, the application of post-processing treatments such as thermal annealing or electrical poling.
The Critical Role of Solvents in β-Phase PVDF Formation
The choice of solvent is a decisive factor in PVDF processing, significantly influencing its solubility, the conformation of polymer chains, and the subsequent crystallization into various polymorphic phases. The β-phase, with its extended all-trans chain conformation, is particularly favored by solvents that can establish strong interactions with the PVDF polymer chains.
Mechanism of Solvent Action
The ability of a solvent to promote β-phase formation is largely attributed to its polarity and dipole moment. Solvents possessing high dipole moments (typically exceeding 4.0 D) engage in strong electrostatic interactions with the C-F dipoles in the PVDF chains. These interactions help to overcome the chain coiling tendencies, encouraging the adoption of the extended all-trans conformation necessary for β-phase crystallization. Furthermore, solvents with carbonyl groups (like DMF and DMAc) can form favorable interactions, including hydrogen bonding with PVDF, enhancing solubility and influencing phase behavior.
Schematic representation of solvent molecules influencing PVDF chain conformation.
Comparison of Common Solvents
Several polar aprotic solvents are widely recognized for their efficacy in dissolving PVDF and promoting β-phase formation:
N,N-Dimethylformamide (DMF)
DMF is perhaps the most extensively reported solvent for achieving high β-phase content in PVDF. Its high dipole moment (approx. 3.8 D) facilitates strong interactions with PVDF chains, leading to a higher ratio of β-phase crystalline structures. DMF is known to pack tightly near the trans-state fluorine atoms of PVDF, stabilizing this conformation. However, DMF is toxic and requires careful handling and controlled evaporation, often at slightly elevated temperatures (e.g., 60-70 °C) for complete dissolution.
N,N-Dimethylacetamide (DMAc)
DMAc, with a dipole moment similar to DMF (approx. 3.7 D), is another effective solvent for β-phase formation. It offers a good balance between evaporation rate and solvent strength. PVDF films cast from DMAc solutions, particularly when processed below 70 °C, predominantly exhibit the β-phase. Like DMF, it has environmental and health considerations.
Dimethyl Sulfoxide (DMSO)
DMSO is a highly polar solvent (dipole moment approx. 3.9 D) that interacts strongly with PVDF chains, efficiently promoting β-phase. It can dissolve PVDF at moderate temperatures (around 60-65 °C). While effective, DMSO can also present toxicity concerns and requires careful handling, though it's sometimes considered less hazardous than DMF in certain contexts.
N-Methyl-2-pyrrolidone (NMP)
NMP possesses a high dipole moment (approx. 4.1 D) and is a common solvent for PVDF, often used in battery slurry preparation. While effective in dissolving PVDF and capable of inducing β-phase, some studies suggest DMF might yield a higher β-phase ratio. NMP is also subject to regulatory scrutiny due to its toxicity and is relatively expensive.
Emerging and Greener Solvent Alternatives
Research is increasingly focusing on more environmentally friendly and less toxic solvents:
Cyclic Carbonates (EC/PC)
Ethylene Carbonate (EC) and Propylene Carbonate (PC) are biodegradable and environmentally benign solvents. They can facilitate β-phase formation due to strong electrostatic interactions and are cost-effective, making them attractive for producing high-quality β-phase PVDF membranes, though optimization of fabrication conditions is often necessary.
Triethylphosphate (TEP)
TEP has been explored as a greener alternative, particularly for PVDF membrane preparation. It can yield membranes with high flux and good thermal stability, sometimes outperforming those made with DMAc in terms of flux, while being less toxic.
Cyrene™
Cyrene is a bio-based dipolar aprotic solvent derived from cellulosic biomass. It shows promise as a low-hazard alternative, though it may act as a plasticizer for PVDF, potentially affecting the mechanical properties of the final product.
Factors Influencing Solvent Effectiveness
- Polymer Concentration: The concentration of PVDF in the casting solution can influence the β to α phase ratio, with higher concentrations sometimes favoring β-phase formation in solvents like DMSO.
- Temperature: Dissolution temperature (typically 60-80 °C) is crucial for achieving a homogeneous solution, which in turn affects crystallization. Crystallization temperature during solvent evaporation also plays a role, with lower temperatures sometimes favoring more ordered structures.
- Antisolvent Addition: In processes like phase inversion, the interaction differences between PVDF and solvents during antisolvent immersion can induce specific crystalline phases.
Direct Ink Writing (DIW) Processing Parameters for β-Phase Formation
Direct Ink Writing (DIW) is an additive manufacturing technique that extrudes a PVDF-laden ink to create complex 2D films or 3D structures. The control over DIW processing parameters is vital for maximizing β-phase content.

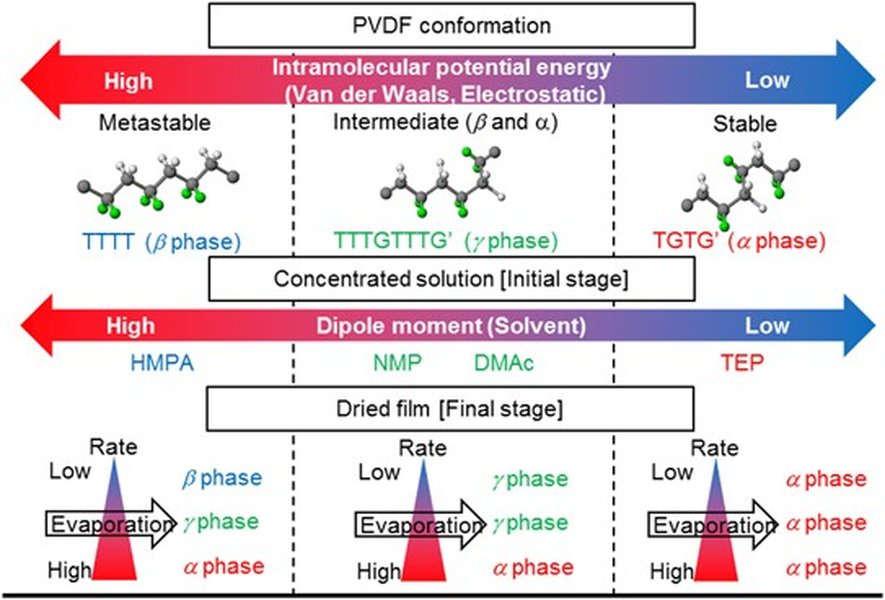
Molecular structure of PVDF showing different phases, with emphasis on the all-trans (β) phase.
Ink Preparation
The formulation of the PVDF ink is the first critical step. Concentrated inks are typically prepared by dissolving PVDF powder in a suitable high-dipole solvent (e.g., DMF, DMAc, DMSO). The polymer concentration (often 10-20 wt%), solvent choice, and mixing temperature are key to achieving the desired viscosity and flow characteristics for stable extrusion.
Key DIW Parameters Influencing β-Phase
Printing Speed
The speed at which the nozzle traverses (e.g., 10-30 mm/s) significantly impacts the shear rate experienced by the PVDF solution and the cooling rate. Higher printing speeds can enhance mechanical stretching and chain alignment along the extrusion direction, promoting β-phase. For instance, speeds around 20 mm/s have been reported to yield effective β-phase content.
Nozzle Diameter
Smaller nozzle diameters (e.g., 27G, ~0.2 mm inner diameter) result in higher shear stress during extrusion. This increased shear is highly effective in aligning PVDF chains into the all-trans conformation characteristic of the β-phase. Larger nozzles tend to produce lower β-phase content due to reduced shear.
Shear Stress and Mechanical Stretching
The inherent mechanical stretching of the PVDF filament as it is extruded and deposited is a primary driver for β-phase formation in DIW and related extrusion-based additive manufacturing techniques like Fused Deposition Modeling (FDM). This shear-induced orientation forces polymer chains into the extended conformations favorable for β-phase crystallization.
Printing Temperature (Ink and Bed)
Elevated temperatures (e.g., 60-120 °C for the ink or print bed) can reduce ink viscosity, leading to smoother extrusion and better layer adhesion. However, temperature must be carefully balanced to prevent premature solvent evaporation, polymer degradation, or undesirable crystallization kinetics that might favor other phases.
Solvent Evaporation Rate
Controlled solvent evaporation after deposition is crucial. Slow and controlled evaporation (often managed by controlling ambient temperature and humidity) generally aids in the formation of uniform β-phase films with fewer defects. Rapid evaporation can lead to less ordered structures.
In-situ Electrical Poling
Applying a high electric field during the printing process (in-situ poling) can further enhance β-phase content and induce piezoelectric properties. The electric field helps to align the molecular dipoles within the PVDF, stabilizing the β-phase structure.
Comparative Analysis of Solvents for β-Phase Induction
The choice of solvent significantly impacts the resulting β-phase content, processing ease, and environmental footprint. The radar chart below offers a comparative visualization of common solvents based on several key performance indicators, derived from the general understanding in the field. These are qualitative assessments to guide selection.
This chart highlights the trade-offs involved: while solvents like DMF excel in β-phase induction and dissolution power, they often score lower on environmental friendliness and ease of handling. Greener alternatives present a more favorable profile in these latter aspects but might require more optimization for peak β-phase content.
Synergistic Interplay: Solvents and DIW Parameters
The mindmap below illustrates the interconnected factors influencing the formation of β-phase PVDF, emphasizing the relationships between solvent properties, DIW processing variables, and other contributing elements.
Carbonate)"] ("DIW Processing Parameters") ("Ink Formulation") id11["PVDF Concentration"] id12["Solvent Choice & Ratio"] id13["Ink Viscosity"] ("Printing Process Control") id14["Printing Speed"] id15["Nozzle Diameter (Shear)"] id16["Printing Temperature
(Ink/Bed)"] id17["Layer Thickness"] id18["Solvent Evaporation Rate"] ("In-Process Enhancements") id19["Mechanical Stretching/Alignment"] id20["In-situ Electrical Poling"] ("Post-Processing Techniques") id21["Thermal Annealing
(50-140 °C)"] id22["Hot Pressing"] id23["Corona Poling (Electrical)"] id24["Mechanical Rolling"] ("Other Influencing Factors") id25["Addition of Nucleating Fillers
(e.g., MWCNTs, BaTiO₃)"] id26["PVDF Molecular Weight"] id27["Quenching (Rapid Cooling)"] id28["Pressure-Induced Transformation"]
This mindmap visualizes how achieving high β-phase content is not reliant on a single factor, but rather a carefully orchestrated combination of material choices (solvents, fillers), processing conditions (DIW parameters), and potential subsequent treatments.
Other Processing Techniques and Enhancements
While DIW is a versatile method, other techniques and modifications can also significantly promote or enhance β-phase formation in PVDF:
Post-Processing Treatments
- Thermal Annealing: Heating the PVDF film or structure to a specific temperature (typically between 50 °C and 140 °C, below its melting point) for a certain duration can promote the transformation of α-phase to β-phase and increase overall crystallinity. Careful control is needed to prevent reversion to the α-phase.
- Hot Pressing: Applying heat and pressure simultaneously can improve surface uniformity, densify the material, and enhance β-phase content and stability.
- Corona Poling: After fabrication, applying a strong electric field via corona discharge can align the dipoles in the already formed β-phase crystallites, significantly boosting the piezoelectric response.
Addition of Nucleating Fillers/Nanoparticles
Incorporating certain nanoparticles or fillers into the PVDF matrix can act as nucleation sites for β-phase crystals. Examples include:
- Carbon-based materials: Multi-walled carbon nanotubes (MWCNTs) can promote β-phase.
- Ceramic particles: Barium titanate (BaTiO₃) nanoparticles or other piezoceramic fillers with significant dipole moments can interact with PVDF's fluorine atoms, inducing a conformational shift to the β-phase.
- Metal oxides: Negatively charged nanoparticles like CoFe₂O₄ and NiFe₂O₄ ferrites have also been shown to promote β-crystal formation.
The optimal concentration and dispersion of these fillers are crucial for maximizing their effect.
Mechanical Treatments
- Uniaxial/Biaxial Stretching: Mechanically stretching PVDF films, often at elevated temperatures (e.g., 50-80 °C), is a conventional and highly effective method to induce the α to β phase transformation by aligning polymer chains.
- Rolling: Similar to stretching, mechanical rolling of solvent-cast PVDF samples can result in high β-phase content (up to 85% or more).
- Pressure-Induced Methods: Techniques like uniaxial compression or "pressing-and-folding" (P&F) can achieve very high β-phase content (e.g., ~98%) through pressure-induced phase transformation and effective stress transfer.
Summary Table: Solvents and DIW Parameters for β-Phase PVDF
The following table summarizes key solvents and DIW processing parameters, highlighting their properties and roles in β-phase formation.
| Factor Type | Factor Name | Typical Range/Condition/Property | Role in β-Phase Formation | Optimization Notes/Considerations |
|---|---|---|---|---|
| Solvent | DMF | High dipole (3.8D), polar aprotic | Strong interaction, promotes all-trans conformation | Highly effective; toxicity requires careful handling. |
| Solvent | DMAc | High dipole (3.7D), polar aprotic | Similar to DMF, good solubility, promotes β-phase | Good balance; environmental and health concerns exist. |
| Solvent | DMSO | High dipole (3.9D), polar aprotic | Strong interaction with PVDF, efficient β-phase formation | Effective; potential toxicity and environmental impact. |
| Solvent | NMP | High dipole (4.1D), polar aprotic | Promotes chain alignment, good solvent for PVDF | Effective; more expensive and regulated due to toxicity. |
| Solvent | Greener Solvents (EC/PC, TEP, Cyrene) | Biodegradable, lower toxicity, varying dipole moments | Can facilitate β-phase via electrostatic interactions | Promising for sustainability; may require optimization for performance and mechanical properties. |
| DIW Parameter | Printing Speed | e.g., 10-30 mm/s | Affects shear rate, chain alignment, and cooling | Moderate speeds (e.g., 20 mm/s) often optimal for balancing alignment and structural integrity. |
| DIW Parameter | Nozzle Diameter | e.g., 27G (0.2mm ID) - 21G (0.5mm ID) | Smaller diameter increases shear stress during extrusion | Smaller nozzles generally enhance β-phase content via increased molecular alignment. |
| DIW Parameter | Ink Temperature | e.g., Ambient to 80 °C (or higher for melts) | Affects ink viscosity, PVDF dissolution, and flowability | Balance for optimal flow without premature solvent loss or polymer degradation. |
| DIW Parameter | Solvent Evaporation | Controlled rate (temperature, humidity) | Impacts crystallization kinetics and final film morphology | Slow, controlled evaporation generally favors uniform β-phase films with fewer defects. |
| DIW Parameter | In-situ Electrical Poling | Application of high electric field during printing | Aligns molecular dipoles, stabilizes β-phase, enhances piezoelectricity | Requires specialized setup; can significantly improve electroactive properties. |
| Post-Processing | Thermal Annealing | e.g., 50-140 °C | Enhances crystallinity, promotes α-to-β transformation, stabilizes β-phase | Temperature and duration must be carefully controlled to prevent phase reversion or melting. |
| Additive | Nucleating Fillers (MWCNTs, BaTiO₃ etc.) | Low weight percentages | Provide heterogeneous nucleation sites for β-phase crystals | Optimal filler type, concentration, and dispersion are crucial for effectiveness. |
Insights from Research: PVDF Membrane Formation
Understanding the principles of membrane formation is crucial as many PVDF applications, especially those involving solvent casting and phase inversion, rely on these techniques. The following video discusses how PVDF is used to create membranes, touching upon phase separation processes which are intrinsically linked to solvent choice and its interaction with the polymer.
This video provides context on Nonsolvent Induced Phase Separation (NIPS), a common method where a PVDF solution is cast and then immersed in a non-solvent bath. The solvent-nonsolvent exchange dynamics, heavily influenced by the initial solvent choice, dictate the membrane's morphology and crystalline phase, including the formation of the β-phase.
Frequently Asked Questions (FAQ)
Conclusion
The formation of the electroactive β-phase in Polyvinylidene Fluoride is a multifaceted process governed by a delicate interplay of chemical interactions and physical processing conditions. The judicious selection of solvents, particularly those with high polarity and dipole moments like DMF, DMAc, or DMSO, lays the foundational chemistry for inducing the necessary all-trans polymer chain conformation. When combined with precise control over Direct Ink Writing (DIW) parameters—such as nozzle diameter, printing speed, and temperature—the mechanical forces generated during extrusion further promote and align these β-phase crystallites.
Furthermore, the integration of nucleating agents or the application of post-processing techniques like thermal annealing, mechanical stretching, and electrical poling can synergistically elevate the β-phase content and enhance the material's functional properties. As research progresses, the pursuit of greener solvents and more efficient processing routes continues, aiming to unlock the full potential of β-phase PVDF for a wide array of advanced technological applications in a sustainable manner.
Recommended Further Exploration
- Explore the detailed molecular mechanisms of β-phase nucleation in PVDF assisted by various types of nanoparticles.
- Investigate how varying molecular weights of PVDF influence the efficiency of β-phase formation and the resulting piezoelectric characteristics.
- Compare the long-term stability and performance degradation of β-phase PVDF fabricated through different solvent systems and processing techniques.
- Discover the latest advancements in in-situ characterization techniques used to monitor PVDF phase transitions in real-time during Direct Ink Writing processes.